ฟังก์ชั่นตารางกำหนดการ
ตารางกำหนดการสามารถเชื่อมโยงกับระบบ SimLex ERP หรือ SimLex Production Control โดยตารางกำหนดการจะเป็นตัวกำหนดตารางเวลาอัตโนมัติ และหลังจากจัดตารางเวลาแล้ว คุณสามารถแก้ไขผลลัพธ์ของกำหนดการได้อย่างง่ายดายด้วยตนเอง
ขั้นตอนการดำเนินการคือการสร้างข้อมูลตัวกำหนดตารางเวลาโดย MRP ของระบบ → ดำเนินการกำหนดการอัตโนมัติ → แก้ไขผลลัพธ์ของกำหนดการด้วยตนเอง → นำเข้าผลกำหนดการในระบบ → ออกใบสั่งผลิต / ใบสั่งจ้างช่วง → สร้างใบสั่งซื้อโดย MRP ของระบบ → ออกใบสั่งซื้อ
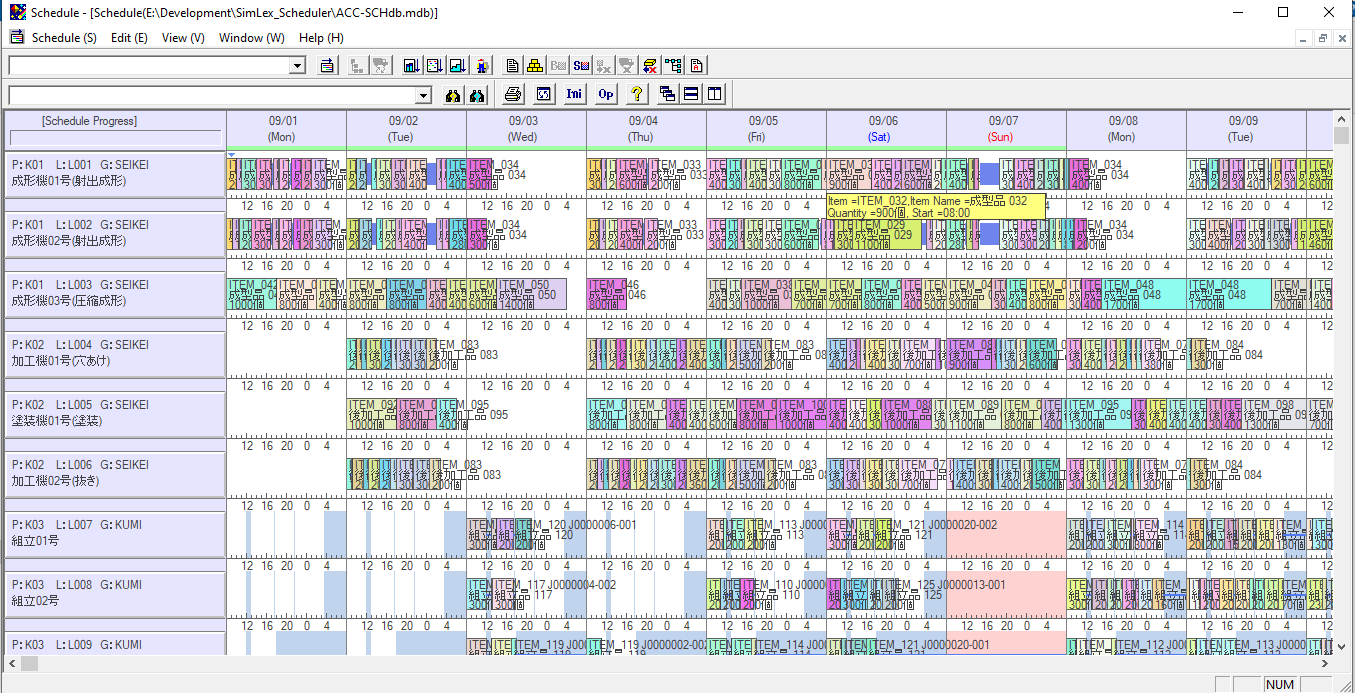
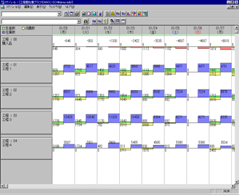
แผนภูมิแกนต์สำหรับตารางกำหนดการต่างๆ
แผนภูมิแกนต์อุปกรณ์
แผนภาพของงาน
แผนภูมิแกนต์ของหน่วยการผลิตสินค้า
แผนภาพกระบวนการของสินค้าคงคลัง
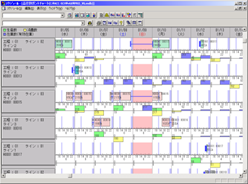
แผนภูมิแกนต์ของสินค้า
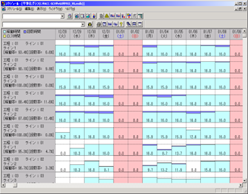
แผนภาพของอุปกรณ์
ตารางกำหนดการเพิ่มประสิทธิภาพ
[การเพิ่มประสิทธิภาพการจัดส่ง]
การจัดกำหนดการเสร็จสิ้นโดยให้ความสำคัญกับวันที่จัดส่ง หากวันที่จัดส่งเหมือนกัน การจัดกำหนดการจะดำเนินการตามลำดับของเวลาจัดส่งที่เร็วที่สุด
[ตั้งค่าการเพิ่มประสิทธิภาพ]
ตราบใดที่วันที่จัดส่งอนุญาต เราสามารถเพิ่มประสิทธิภาพเวลาการตั้งค่าให้เหลือน้อยที่สุดและอัตราการทำงานสูงสุด สำหรับเวลาติดตั้ง การตั้งค่าแบบคงที่ เช่น การทำความสะอาดและการตั้งค่าตัวแปร ขึ้นอยู่กับรายการที่ผลิตก่อนหน้านั้น สามารถปรับให้เหมาะสมกับแต่ละอุปกรณ์ในกระบวนการหลายขั้นตอน
[การเพิ่มประสิทธิภาพคุณภาพ]
ตราบใดที่เวลาในการจัดส่งยังเอื้ออำนวย เราก็สามารถปรับลำดับของสี อุณหภูมิ วัสดุ ฯลฯ เพื่อคุณภาพที่ดีที่สุดได้ เช่นเดียวกับการปรับให้เหมาะสมของการตั้งค่า มันเป็นไปได้ที่จะปรับให้เหมาะสมสำหรับอุปกรณ์แต่ละตัวในกระบวนการหลายขั้นตอน
[การกระจายอัตโนมัติในโรงงาน / ผู้รับเหมาช่วง]
หากปริมาณการผลิตในโรงงานมากเกินไป จะถูกแจกจ่ายไปยังผู้รับเหมาช่วงโดยอัตโนมัติ ในขณะนี้ ให้พิจารณาความแตกต่างของระยะเวลารอคอยสินค้าระหว่างการผลิตในโรงงานและการทำสัญญาช่วง
[ฟังก์ชันการเชื่อมต่ออุปกรณ์]
ในกระบวนการหลายขั้นตอน จะใช้เมื่อต้องผลิตงานระหว่างทำขั้นกลางที่อุปกรณ์เฉพาะในกระบวนการต้นน้ำที่อุปกรณ์เฉพาะในกระบวนการปลายน้ำ
[วันเพิ่มประสิทธิภาพ] (เปิดใช้งานการตั้งเวลาไปข้างหน้า / ย้อนกลับตามรายการ)
คุณสามารถกำหนดวันที่ผลิตก่อนกำหนดสำหรับกระบวนการหลายขั้นตอนแต่ละขั้นตอนได้ สิ่งนี้ทำให้คุณสามารถตั้งค่า 'อัตราการผลิต', 'การผลิตแบบซิงโครไนซ์', 'อัตราการผลิตแบบกึ่งดำเนินการ, การผลิตแบบกึ่งซิงโครไนซ์' สำหรับแต่ละรายการ เป็นไปได้ที่จะพิจารณากลยุทธ์ของวิธีการผลิตสำหรับแต่ละรายการ
[การผลิตในเวลาเดียวกัน]
การจัดกำหนดการสามารถทำได้เมื่อสามารถผลิตสองรายการขึ้นไปพร้อมกันด้วยอุปกรณ์เดียวกันในกระบวนการกด กระบวนการฉีดขึ้นรูป และกระบวนการศูนย์เครื่องจักรกล
[การเพิ่มประสิทธิภาพคนงาน]
เมื่อพิจารณาข้อจำกัดของผู้ปฏิบัติงาน ให้จัดกำหนดการภายในข้อจำกัด เช่น จำนวนผู้ปฏิบัติงานในกลุ่มผู้ปฏิบัติงานด้านการผลิต และกำลังการผลิตที่ลดลงอันเนื่องมาจากการลดจำนวนพนักงาน ถ้าคุณไม่พิจารณาข้อจำกัดของผู้ปฏิบัติงาน ให้คำนวณจำนวนผู้ปฏิบัติงานที่ต้องการ
[อัตโนมัติเมื่อเวลาผ่านไป]
ในกระบวนการจัดตารางเวลารายวัน หากการจัดกำหนดการจะล่าช้าในการจัดส่ง เว้นแต่การผลิตหรือการเปลี่ยนแปลงการตั้งค่าจะดำเนินการนอกเวลาทำการมาตรฐานของวัน ผู้จัดกำหนดการจะจัดทำแผนโดยคำนึงถึงการทำงานล่วงเวลาและวันหยุดตามการดำเนินงาน โหมด.
[พิจารณารับสินค้าที่ซื้อ]
คุณสามารถกำหนดเวลาแผนการจัดส่งของสินค้าที่ซื้อเป็นข้อจำกัดได้ หากไม่มีข้อจำกัด จำนวนสินค้าที่ซื้อจะถูกคำนวณ
[พิจารณาเซ็ตอัพจิ๊ก]
คุณสามารถลงทะเบียนแม่พิมพ์เป็นอุปกรณ์จับยึดและกำหนดเวลาภายในขีดจำกัดของจำนวนจิ๊ก คุณยังสามารถพิจารณาระยะเวลาการซ่อมและจำนวนการซ่อมจิ๊กได้อีกด้วย
[พิจารณาสต็อคสูงสุด]
กำหนดเพื่อไม่ให้เกินสต็อคสูงสุดเนื่องจากไม่มีที่เก็บสต็อคหรือคุณไม่ต้องการเพิ่มสต็อคระหว่างดำเนินการ สามารถกำหนดจำนวนสต็อคสูงสุดสำหรับแต่ละกระบวนการ/รายการ
[การพิจารณาสต็อคนิรภัย]
ในสต็อคนิรภัย การจัดกำหนดการจะดำเนินการเพื่อรักษาความปลอดภัยในสต็อคจำนวนหนึ่ง
[ฟังก์ชั่น Over Lap]
การผลิตหลังกระบวนการสามารถเริ่มต้นได้หลังจากช่วงระยะเวลาหนึ่งตั้งแต่เริ่มการผลิตก่อนกระบวนการ ฟังก์ชันนี้ทำให้ระยะเวลารอคอยการผลิตสั้นลงได้
[อัตราส่วนกำลังโหลด / อัตราส่วนกำลังโหลดเฉลี่ยของอุปกรณ์ทดแทน]
ในการจัดสรรโหลดของอุปกรณ์ทางเลือก เมื่ออุปกรณ์หลายชิ้นสามารถผลิตรายการเฉพาะได้ โหลดจะถูกจัดสรรให้กับอุปกรณ์ที่มีโหลดฟรีตามลำดับความสำคัญ ในขณะนี้ จำนวนอุปกรณ์ทางเลือกสูงสุดคือ 99 ในการจัดสรรโหลดเฉลี่ย การจัดกำหนดการจะดำเนินการเพื่อให้โหลดบรรทัดทั้งหมดในกระบวนการเดียวกันมีค่าเฉลี่ย
[ฟังก์ชั่นการจัดเก็บ] (สามารถ)
จัดตารางเวลาที่พิจารณาถังในระบบกระบวนการต่อเนื่องได้ กำหนดเวลารถถังที่ใช้ร่วมกันอย่างมีประสิทธิภาพ โดยคำนึงถึงสต็อกถัง
[ฟังก์ชั่นการใช้งาน]
ในกระบวนการแบทช์ สต็อกส่วนเกินสามารถใช้กับรายการที่ระบุได้
[ฟังก์ชั่นการตรึงแบบเต็ม]
เมื่อคุณคลิกคำแนะนำการผลิตบนแผนภูมิแกนต์ การระบุพิกัดแบบเรียลไทม์ไม่เพียงแต่ดำเนินการสำหรับผลิตภัณฑ์ในล็อตเท่านั้น แต่ยังดำเนินการสำหรับผลิตภัณฑ์ที่ควบคุมด้วย MRP ด้วย และข้อมูลการเชื่อมโยงจะแสดงจากผลิตภัณฑ์สำเร็จรูปไปยังกระบวนการป้อนข้อมูล ข้อมูลการตรึงสามารถส่งออกไปยังฐานข้อมูลได้